Mikrometre
Mikrometre, milimetrenin binde biri kadar küçük bir hassasiyetle çalışan ve uzunlukları ölçmeye yarayan hassas mekanik ölçüm cihazıdır. Mikrometre, mikron türündeki ölçülecek değerleri uygun şartlar sağlandığında neredeyse sıfıra yakın hata ile ölçer. Bu takım sayesinde 0,001 mm gibi ölçümler rahatlıkla yapılabilmektedir. Bu değer de 1 mikron uzunluğuna eşittir. Mikrometre aynı zamanda bir uzunluk ölçü birimi olup µm (mikron) sembolü ile belirtilir. Mikrometre, temel olarak bir somun içerisinde dönen hassas bir dişli ve milden imal edilir. Mil çevrildiğinde ileri ve geri hareket ederek sabit konumda olan çene kısmına yakınlaşma ve uzaklaşma hareketi yapar. Aradaki kalınlığı ölçülmek istenen malzemeye kadar gelen milin durduğu yerdeki konumuna göre ölçüm hassas bir şekilde yapılmış olur. Bu ölçüm mikrometrenin cinsine göre metot olarak farklılık gösterse de sonuç aynı olacaktır. Dijital mikrometreler sonucu size direk olarak verir, ancak dijital olmayan mikrometrelerin teknik olarak okunması gerekir. Mikrometre hassasiyeti yüksek bir alet olduğundan sık sık doğrulaması ve kalibre edilmesi gerekir. Aksi takdirde hesaplama hataları yapılması kaçınılmaz olacaktır. Söz konusu doğrulama işlemi mikrometreyle beraber satın alınan ve johnson mastarı olarak da bilinen doğrulama mastarıyla yapılmaktadır. Ölçüm sistemine göre metrik sistemli mikrometreler ve parmak (inç) sistemli mikrometreler olarak ikiye ayrılır. Ülkemizde genellikle metrik sistemli mikrometreler tercih edilir. Mikrometreler, kumpas mantığı ile çalışmasına rağmen kumpaslardan çok daha fazla hassas olan cihazlardır. Kullanım alanlarına göre farklı ölçüm aralıklarına sahip mikrometreler üretilmektedir. En yaygın kullanılan mikrometre ölçüm aralıkları 0-25mm, 25-50 mm, 50-75 mm ve 75-100 mm olsa da 100-125 mm, 125-150 mm, 150-175 mm, 175-200 mm, 200-225 mm, 225-250 mm, 250-275 mm, 275-300 mm aralıklara sahip mikrometreler de piyasada rahatlıkla bulunmaktadır. Tüm bu ürünlere elektrikli aletler ve yapı market sayfamızdan ulaşabilirsiniz. Genel olarak teknik ve mühendislik hesaplamalarında kullanım alanı bulan mikrometreler çok hassas ölçüm aralığına sahip olduğundan dolayı yüksek hassasiyet gerektiren makine parçalarının ölçümünde kullanılır. Bundan dolayı mikrometre kullananlar ölçüm yaparken dikkatli olmalı, mikronluk ölçüm farklılıkları meydana gelmemesi için kendileri de hassasiyet göstermelidir.

Mikrometre Çeşitleri
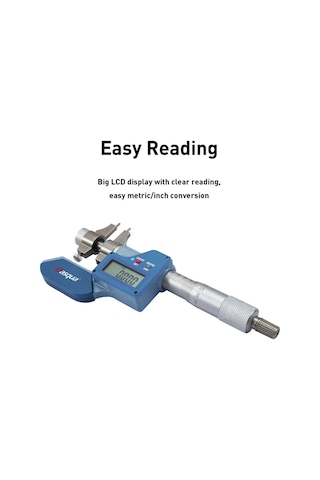
Mikrometre çeşitleri genel olarak dış çap mikrometresi, iç çap mikrometresi, derinlik mikrometresi, kenet mikrometresi, boru kalınlığı ölçer mikrometre, vida mikrometreleri, saatli mikrometreler, disk mikrometresi, v-örs mikrometresi, sac mikrometresi, kâğıt ölçer mikrometresi ve bıçak mikrometresi olmak üzere 12 farklı tipte bulunmaktadır. En yaygın olarak kullanılanları ise iç çap mikrometreleri, dış çap mikrometreleri, vida mikrometreleri ve derinlik mikrometreleridir. Bu çeşitlerden dış çap mikrometresi dış çap ve nesne kalınlığı ölçümü için kullanılır ve en çok kullanılan mikrometre çeşididir. İç çap mikrometreleri ise cisimlerin iç delik çaplarının ve kanal genişliklerinin ölçülebildiği mikrometre çeşididir. Derinlik mikrometresi delikleri, kanalları, derinlikleri ve kademeleri ölçmek için kullanılır. Kenet mikrometresi sprey kutuları ve konservelerin genişlik, yükseklik ve derinliğini ölçmek için kullanılmaktadır. Vida mikrometreleri genellikle makine ve mühendislik alanında hassas ölçümler yapabilmek için kullanılır ve iki ucu sivri yapıya sahiptir. Boru kalınlığı ölçer mikrometreler tüp ve boru gibi malzemelerin kalınlığının ölçülmesi için kullanılmaktadır. Saatli mikrometreler de kendi içinde iç çap ve dış çap olarak iki başlık altında incelenebilir. Bu mikrometre çeşidinde ölçülen değer bir saat üzerinde gösterilmektedir. Disk mikrometreleri düz ve sarmal dişlilerin kök teğet uzunluğunun ölçümü için kullanılır. V-örs mikrometreleri burgulu matkap uçları ve raybalar gibi üç yivli kesme uçlarının dış çapını ölçmek için idealdir. Sac mikrometrelerinin geniş boğazı, kenardan uzaktaki büyük bir sac metal parçasının kalınlığını ölçmek için son derece kullanışlıdır. Kâğıt ölçer mikrometresi, adından da anlaşıldığı gibi kâğıt, karton, plastik veya kauçuk tabakaların kalınlığını doğru bir şekilde ölçmek için tasarlanmış olup dönmeyen bir disk mikrometredir. Bıçak mikrometreleri adını bıçak şeklinde olan örs ve milinden alır. Bu bıçak şeklinde olan örs ve mil sayesinde dar bir dış yivin çapı gibi ulaşılması zor ebatlar kolaylıkla ölçülebilir. Bu mikrometrelerin yeni modelleri teknolojinin gelişmesiyle birlikte dijital olarak üretilmekte ve kullanıcı için kolaylık sağlanmaktadır. Ölçüm değerinin okunması için her çeşit mikrometrenin farklı tekniği olmasına karşın dijital mikrometreler kullanan kişiyi yormadan sonucu ekranda göstererek zamandan tasarruf edilmesini sağlar. Aynı zamanda hatalı ölçüm ihtimalini de azaltan dijital mikrometre modelleri günümüzde daha çok tercih edilmektedir. Dijital mikrometrelerin sağladığı okumalar elektronik ortamda oluşturulur ve ufak bir LCD ekranda gösterilir. Dijital mikrometrelerde LCD ekranın yanında ek olarak ölçümün sağlamasını yapmak için ölçekler de bulunabilmektedir. Sayfamızdan elektrikli aletler ve yapı market seçeneklerini de inceleyebilirsiniz.

Mikrometre Bölümleri
Bir mikrometre seti mikrometre ölçüm uçları, mikrometre kılıf ölçeği, mikrometre tambur ölçeği, mikrometre endeks çizgisi, mikrometre yüksüğü, cırcır hızlandırıcı ve mikrometre kilitleme parçalarından oluşmaktadır. Bu parçaların her biri bir mikrometrenin doğru ve hassas şekilde ölçüm yapabilmesi için önemli ve gerekli olan parçalardır. Ölçümü yapılmak istenen nesneler, mikrometre ölçüm uçlarının yüzeylerinin, yani örs ve milin arasına yerleştirilir. Örs, nesnenin sabit olarak tutulduğu yüzdür. Ölçüm yapılacak olan nesne örs üzerindeyken hareket verilerek ölçüm yapılmasını sağlayan yüz ise dişli mildir. Örs, gövde üzerinde sabitlenmiş çok sert ve sabit bir mildir. Yüzeyi sertleştirilmiş veya sert bir maddeyle kaplanmış olabilir ve yüzeyi son derece hassas bir şekilde işlenmiştir. Hareketli çene ile karşı karşıya konumlandırılmıştır. Ölçüm sırasında parçayı sabitleyen kısımdır. Sabit çenenin bozulması, mikrometrenin hatalı ölçüm yapmasında sebep olur. Hareketli parça olan mil, ölçüm alınacak parçayı sabit çeneyle beraber sıkıştırılarak sabitler. Bu çenede malzeme olarak sertleştirilmiş çelik kullanılır veya aşınmayı en aza indirmek için yüzeyi sert bir malzeme ile kaplanır. Maksimum mikrometre ölçme uzunluğu, çenelerin en fazla açıldığı uzunluktur. Hareketli çeneye bağlı olan vidanın her bir adımı mili 0,5 mm ilerletir. Mikrometre kılıf ölçeği mikrometrenin manşonunda bulunur ve cihazın birincil ölçüm ölçeğidir. Yüksük ölçeği ile birlikte manşon ölçeği, ölçüm değerini gösterir. İkincil ölçüm ölçeği ise mikrometre tambur ölçeğidir. Bir ölçümün kalan iki önemli rakamının okunmasını sağlar. Mikrometrenin manşonu boyunca uzanan mikrometre endeks çizgisi, yüksük ölçeğinde okunan değeri belirtmek için kullanılmaktadır. Mikrometre yüksüğü döndürüldüğünde mil de döner ve mikrometrenin ölçüm yüzleri arasında kalan mesafeyi değiştirir. Mikrometre takımı içinde bulunan bir diğer parça ise cırcırdır. Cırcır hızlandırıcı iş milinin dönme hızını arttırır. Böylece örs ile iş mili arasında bulunan boşluk, normal hızda dönme sağlayan yüksük kullanıldığında kapanacağından daha hızlı kapanır. Böylece mikrometre kullanımı için gereken süre kısaltılmış olur. Cırcır, aşırı sıkmayı önleyen ve iş miline sabit bir ölçüm kuvveti uygulanmasına yardımcı olarak ölçümün daha güvenilir bir şekilde yapılmasını sağlayan bir kavrama mekanizması içerir. Kilitleme bölümü ise mili sabitleyerek ölçümün korunmasını sağlar. Böylece mikrometre okuma alınmadan önce ölçümü yapılacak olan parçadan ayrılabilir. Bazı mikrometrelerde bir kilit somunu bulunurken, bazı mikrometrelerde ise kilitleme kol ile sağlanmış olur. İhtiyacınıza göre kaynak makinesi modellerine de sayfamızdan ulaşabilirsiniz.

Mikrometrede Ölçü Okuma
Mikrometre ile ölçüm yaparken doğru ve güvenilir sonuçlar elde etmek için bazı önemli faktörler bilinmeli ve dikkat edilmelidir. Öncelikle parça kalınlığı için yeterli ve uygun mikrometre seçildiğinden emin olunmalıdır. Ölçüm almak istediğiniz malzemenin boyutları, kullandığınız mikrometrenin ölçüm aralığının altında veya üzerinde ise, malzemeniz mikrometrenin sabit ve hareketli çenelerinin arasına sığmayacağından veya oraya küçük geleceğinden dolayı ölçüm gerçekleşemez. Bu durumda malzemenize uygun ölçüm aralığına sahip bir mikrometre seçmeli ve kullanmalısınız. Ölçüme başlamadan önce mikrometre johnson mastarı ile doğrulanmalıdır. Ardından ölçüm alınacak parçanın yüzey temizliğine dikkat edilmeli, düzgün ve temiz bir yüzeyden ölçü alınmasına özen gösterilmelidir. Sabit ve hareketli çeneler, ölçüm alınacak malzemenin yüzeyine düzgün ve dik oturması gerekir. Cırcırın uygun açıda tutulması ve zorlamadan çalıştırılması da mikrometrenin sağlıklı çalışması için önemlidir. Sıkma işlemi sırasında cırcır kullanılmalı, ancak çok fazla sıkılmamalıdır. Cırcır yayı yaklaşık 250 g baskı kuvveti uygulandığından dolayı mikrometreyi farklı kişiler de kullansa, uygulanan baskı her seferinde aynı olacaktır. Böylece baskıdan dolayı yapılması muhtemel ölçüm hatalarının önüne geçilmiş olacaktır. Ayrıca mikrometreler hassas ürünler olduğu için sıcaklık, nem ve darbe gibi dış etkilerden korunmuş olduğuna dikkat edilmelidir. Aksi durumda ölçüm doğru sonuç vermeyecektir. Bu önemli noktalara dikkat ettikten sonra mikrometreyi kullanmaya başlayabilirsiniz. Öncelikle mikrometreyi çalıştırmak için ilk yapılacak şey kilidini açmaktır. Kilidi açılan mikrometrenin sabit çene ve hareketli çene arasına ölçüm yapılacak nesne yerleştirilmelidir. Daha sonra mikrometrenin sonunda bulunan sürtünmeli hareket vidası olarak da bilinen cırcır çevrilerek aradaki nesne sıkıştırılır. Ardından mikrometre üzerinde tambur olarak da adlandırılan yüzük parçası kullanılarak hassas ölçüm yapılır ve duy olarak bilinen bölgeden hassas değerler okunur. Bu değer dijital mikrometrelerde LCD ekrandan okunmaktadır. Elde edilen ölçüm değerlerinin sabitlenerek alet üzerinde görmeye devam edilmesi için tespit mandalı, yani kilitleme mekanizmasıyla çeneler sabitlenerek hareketli çenenin hareket etmesi engellenmiş olur. Bu sayede ölçülen değerin kilit mekanizması açılıp hareketli çene serbest bırakılana kadar istendiği zaman tekrar görülmesine olanak sağlanmış olur. Mikrometre ölçüm değerinin duy üzerinden okunması, mikrometrenin hassasiyet değerlerine göre çizgi aralıklarının farklı ölçüleri göstermesine bağlı olarak değişiklik gösterse de mikrometrelerin genel çalışma mantığı bu prensibe dayanmaktadır. Mikrometre birimi mm veya inç olarak gösterebilmektedir.

Mikrometrelerin Kalibrasyonu
Mikrometre ölçümü sağlıklı bir şekilde yapılabilmesi için zaman zaman kalibrasyon yapılması gerekir. Kullanılan mikrometre dijital olsun veya olmasın kalibrasyon işlemi mutlaka yapılmalıdır. Mikrometrelerin kalibrasyonu yapılmadan önce, yapılacak ölçümün değerini etkileyecek bir arıza veya aksaklık olup olmadığı kontrol edilir. Cihazda arıza veya ölçümde önemli ölçüde hataya neden olacak bir aksaklık varsa işlem yapılmaz ve söz konusu aksaklığın giderilmesi sağlanır. Daha sonra taksimat çizgilerinin durumu kontrol edilir. Ölçüm sırasında bu çizgilerin okunabilmesi ne kadar önemliyse, kalibrasyon sırasında okunabilmesi de o kadar önemlidir. Daha sonra mikrometrenin ölçüm yüzeyinin düzgün ve paralel olup olmadığı kontrol edilir. Bu durum da hem ölçüm hem de kalibrasyon için çok önemlidir. Mikrometrenin kilit ve cırcır mekanizmalarının fonksiyonel kontrolü de kalibrasyon işlemine başlamadan önce yapılmalıdır. Son olarak kalibre edilecek mikrometre tinerli veya kuru bir bez kullanılarak kutusu dâhil olmak üzere temizliği yapılır. Elektronik mikrometre çeşitlerinde göstergenin sıvı ile temas etmemesine dikkat edilmelidir. Mikrometre kalibrasyonunda kullanılacak mastar seçimi, mikrometrenin ölçüm aralığına uygun olmalıdır. Bu mastarın yüzeyi tam olarak temizlenmezse birleştirme yapılması gerektiğinde mastarlar üzerinde kalabilecek toz, kir, yağ gibi istenmeyen maddeler toplam boy ölçümünde hataya neden olup ölçümü etkileyebilir. Mikrometre minimum ölçme değerine getirilerek üç ölçümle sıfır hatası kontrol edilir. Eğer sıfır hatası var ise tambur anahtarı ve gerekiyorsa ayar etalonu ile sıfır ayarı yapılması gerekir. Burada mikrometrenin kendi ayar etalonu yoksa, ayar için mastar kullanılabilir. Ölçme aralığına göre seçilen mastarlardan belirli ölçüye sahip olanları üçer defa mikrometre ile ölçülerek sonuçlar veri formuna kaydedilir. Ölçümler alınırken mikrometrenin hareketli ölçü milleri, kullanılan mastara çok yavaş, hatta neredeyse sıfır hızla yaklaşmalı ve 3-4 cırcır sesi duyulduktan sonra sıkma işlemine son verilmelidir. Mikrometre ölçme yüzeyleri, kullanılan mastar yüzeyine tam dik olarak gelmesi çok önemlidir.

Mikrometre Bakımı
Bakım genel olarak bir makine veya bir sistemde meydana gelme ihtimali olan arızaların, meydana gelmeden önce tahmin edilerek gerekli önlemlerin alınması ve sistemin kesintisiz çalışabilmesi için yapılan çalışmalardır. Bakım yapılması sayesinde kullanılan cihazın kullanım ömrü daha uzun olur, güvenirliliği ve verimliliği artar. Bakım ve onarım, bir cihazı sürekli olarak güvenilir ve doğru sonuçlar elde edilebilecek şekilde kullanıma hazır olarak bulundurma amacı taşır. Dijital mikrometre fiyatları normal mikrometrelere göre daha fazla olduğu gibi onarım maliyetleri de daha fazladır. Mikrometrelerin kullanım ömrünün uzun olması için bakıma ihtiyaçları vardır. Bunun için öncelikle cihazlar sert zeminlerden ve aşındırıcı özelliği yüksek malzemelerden uzakta, yumuşak zeminlerde, hatta mümkünse güderi üzerinde kullanılmalı ve temiz tutulmaya özen gösterilmelidir. Özellikle mastarları kalibrasyon için çok önemli olduğundan itina ile saklanmalıdır. Kullanıma bağlı mikrometrelerde ayar bozukluğu meydana gelebilir. Bu durumlarda mikrometre, mastarlarla ayar edilmelidir. Kullanılan mastar, mikrometrenin sabit ve hareketli çeneleri arasında iken mikrometrede sapma tespit edilir. İç tambur özel anahtarı ile ölçülen değer kadar çevrilir ve böylece iç tambur ayarlanmış olur. Mastarın ayar sırasında mikrometrenin sabit ve hareketli çeneleri arasında dik olarak durması son derece önemlidir. Mikrometrenin sabit çenesinin yüzeyiyle iş milinin yüzeyi ve çevresi temiz, kuru ve lif bırakmayan bir bezle silinmesi gerekir. Bu işlem düzenli olarak yapılırsa mikrometreniz daha uzun ömürlü olacaktır. Ayrıca mikrometre düşürülmemeye ve darbe almamasına dikkat edilmelidir. Darbe alan mikrometrenin ayarı bozulur ve tekrar kalibrasyon yapılması gerekir. Bunun yanında kalıcı ve düzeltilemeyen zararlar da meydana gelebilir veya parça değişimi yapmak gerekebilir. Mikrometre herhangi bir şekilde zarar veya darbe aldıysa, ölçüm yapılmadan önce doğruluğundan emin olunmalıdır. Mikrometreler paslanmaya engel olmak için sürekli olarak tüy bırakmayan kuru ve temiz bir bez kullanılarak silinmeli ve az miktarda çok amaçlı yağ kullanılarak yağlanmalıdır. Bu işlem uzun süre kullanılmayan mikrometrelerde depolandıktan sonra kullanmadan önce tekrarlanmalıdır. Mikrometre çok nadir olarak kullanılıyorsa iç dişini yağlamak da faydalı olacaktır. Bu işlemin depolamadan önce yapılmasında da yarar vardır. Mikrometre fiyatları ile ilgili bilgi ve farklı mikrometre çeşitleri için sayfamızı inceleyebilirsiniz.